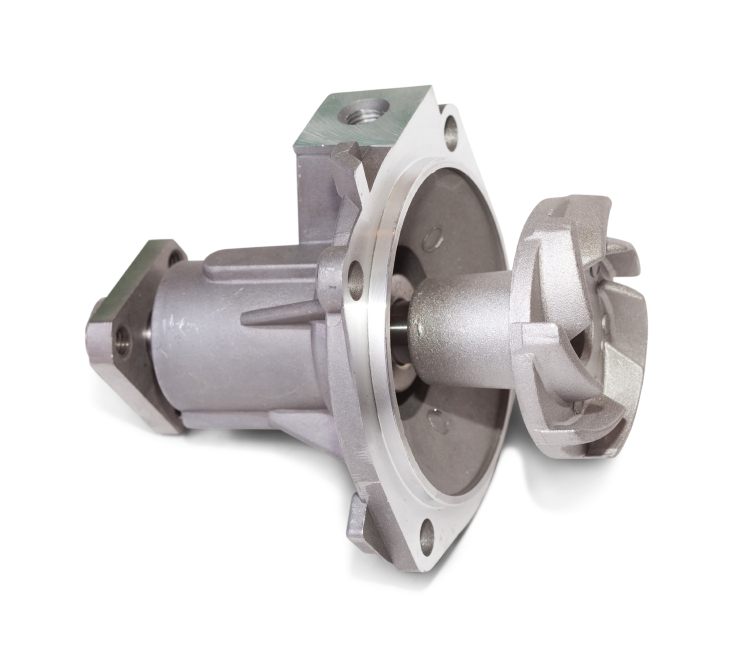
Specifications & Properties
High Phosphorus Electroless Nickel
National Electroless Nickel process meets the requirements of ASTM B733 class V, Mil-C-26074 (all revisions), AMS-2404, and ISO 4527. The coatings conform to the requirements of ELV Directive 2000/53/EC, WEEE 2002/96/EC and RoHS 2002/95/EC. IMDS number 32699370. All Coatings are FDA Approved and fully RoHS Compliant.
Process:
We use the patented Enfinity® high phosphorus electroless nickel process designed to produce consistent deposit properties. Deposits will maintain internal compressive stress, and the coating is also amorphous in structure with uniform phosphorus distribution. The uniform phosphorus distribution and compressively stressed deposits promote good ductility, high elongation properties and excellent corosion performance that meet all the Oil & Gas and Aerospace Industries demanding standards like;
- Compressively Stressed Deposits
- Consistent Deposit Properties
- Excellent Corrosion Resistance
- Homogeneous Phosphorus Content (+- 0.5%)
- Suitible for High Build Applications (>10 mils)
- Good Lubricity, Wear, and Abrasion Resistance
- Narrow Melting Temperature, Suitible for Brazing and Welding
- Minimal Porosity
- Non-Magnetic Deposits
Internal Stress in the EN deposit:
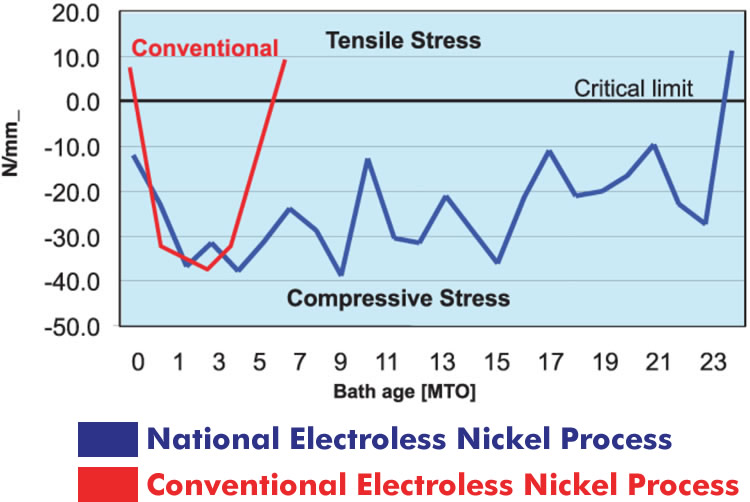
National Electroless Nickel uses state of the art chemistry that reliably produces compressively stressed deposits. For conventional high phosphorus EN, bath life is limited to approximately 5 Metal Turn Overs (MTO), above this point tensile stress in the deposit occurs and corrosion resistance is greatly diminished. A Compressively stressed deposit is always preferred and will produce better corrosion protection and adhesion then a tensile stressed deposit time and time again.
Phosphorus Distribution:
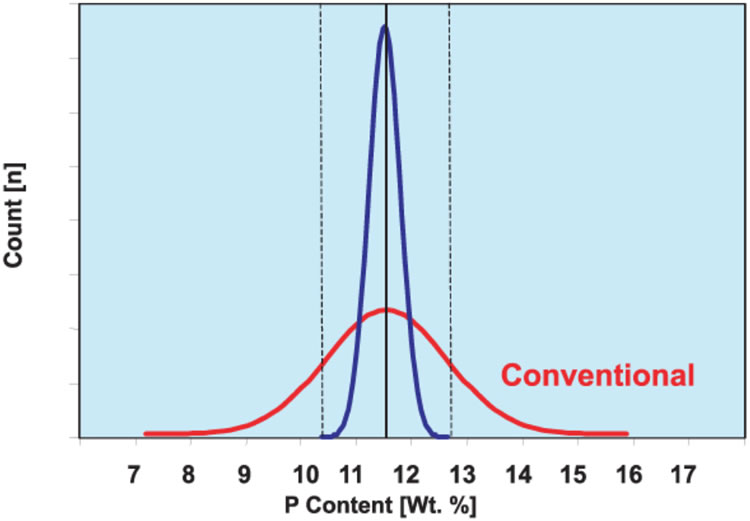
In conventional electroless nickel systems, phosphorus content varies throughout the deposit. This laminar effect can vary up to 4% in overall alloy percentage. National Electroless Nickel's process has a more homogenous phosphorus content of ± 0.5% which aids in the overall corrosion performance of the deposit.
Hardness:
High Phosphorus Electroless Nickel is an alloy of 10-12% Phosphorus in nickel and is specified wherever a uniform, hard and highly corrosion resistant coating is required. Its high hardness and lack of porosity make it an ideal barrier coating for components exposed to aggressive usage or hostile environments. The as-plated hardness of electroless nickel is approximately 48-52 Rc and can be heat treated to 68-70 Rc for a more wear resistant finish.
Uniformity:
Because the coating is deposited “chemically” rather than with electricity, the problems normally associated with electroplating (edge build-up, uneven thickness, no plating in corners and recesses etc.) are typically avoided. Electroless nickel deposits guarantee 100% coverage and are so uniform that the surface finish is normally duplicated and after plate machining or polishing is often eliminated. Threads and other complex shapes also maintain their original geometry after plating.
Corrosion Resistance:
High Phosphorus Electroless Nickel coatings meet or exceed Mil-C-26074 and Aerospace Material Specification 2404 and are recommended where maximum corrosion protection is required. Because of its amorphous structure and lack of porosity at thicknesses above .0004” thick, salt spray tests per ASTM B117 repeatedly show that high phosphorus electroless nickel coatings out perform other electroless nickel deposits with 9% or less phosphorous by over 4 to 1. In some applications the use of High Phosphorus Electroless Nickel allows the substitution of less expensive materials as a low cost alternative to hard to machine or stainless steel alloys.
Features:
Superior corrosion protection, Low to zero porosity, Non-magnetic coating Less prone to staining, Pit-free deposits, Compressive stress, Heat treated deposits compare in hardness to hard chrome. Uniform deposit regardless of part geometry, Provides extremely low coefficient of friction, Semi-bright appearance similar to stainless steel.
| HIGH PHOSPHORUS PHYSICAL PROPERTIES Typical Result | ||
| Phosphorus Content, wt, % | 10.5 to 12 | |
| Melting Point (eutectic) | 1620 °F (880 °C) | |
| Coefficient of Thermal Expansion, °m/(mK) | 13 to 15 | |
| Thermal Conductivity, W/(mK) | 40 to 45 | |
| Electrical Resistivity μΩ/ cm | 50 to 100 | |
| Magnetic Properties | Non-Magnetic | |
| Hardness, Vickers hardness HV0.1, 100 g load, 40 μm deposit, steel | ||
| As plated | 530 to 580 | |
| Heat Treated @ | ||
| 16 hr., 535 °F (280 °C) | 950 to 980 | |
| 4 hr., 660 °F (350 °C) | 950 to 980 | |
| 1 hr., 750 °F (400 °C) | 950 to 980 | |
| Wear Properties, Taber Abraser Wear Test, Index Value weight loss mg/1000 cycles CS 10 | ||
| As Plated | 15 to 18 | |
| Heat Treated @ 1 hr., 750 °F (400 °C) | 4 to 8 | |
| Corrosion Related Properties (25 μm thickness; Rz 1.5 μm; base material St 52.3) | ||
| EN 50021 SS (hr.) | >2000 | |
| EN 50021 ESS (hr) | >600 | |
| EN 50018 2.0I SO2 cycles | >15 | |
| Nitric Acid Test | ||
| Conc. Nitric acid 63% wt. 30 sec. room temp. 1 ml steel | Pass* | |
| 50% wt. HCl, 3 min. room temp. 1 mil steel | Pass* | |
*Fail is indicated by any significant discoloration of the deposit